
Impregnacja próżniowa
IMPREGNACJA
Porowatość spieków i odlewów nie stanowi już dla nas problemu. Impregnacja próżniowa to niezawodny sposób uszczelniania mikroporów.
Porowatość
Pomimo starannych technik produkcyjnych odlewy wykonane ze stopów żelaza, miedzi, aluminium i magnezu często okazują się porowate i dlatego bez wykonania dodatkowej obróbki nie można byłoby ich zastosować np. jako części silnika, miski olejowe, cylindry hamulców, obudowy pomp, elementy filtrów lub zawory. Zdarza się także, że odlewane części, które pierwotnie były szczelne, mogą zacząć przeciekać po impregnacji jeśli miała miejsce dodatkowa obróbka mechaniczna w procesie której sfrezowano uprzednio zamknięte pory.
Jak powstaje porowatość?
Główną przyczyną powstawania porowatości jest krystalizacja, skurcz oraz absorbcja gazów występujące w procesie krzepnięcia stopionego metalu. W pierwszej kolejności podczas stygnięcia scalają się kontury zewnętrzne. W dalszym etapie metal kurczy się i porowatość może uformować się wewnątrz odlewu. Mimo ogromnych postępów technologicznych nie zawsze w procesie produkcji można uniknąć porowatości. Dodatkowo na jakość odlewu wpływają inne czynniki, takie jak temperatura topnienia, skład stopu i projekt formy.
Jak można impregnować pory?
Dla komponentów odlewanych o grubości ściany 3-5 mm możemy impregnować pory o średnicy 0, 2 mm. Jeżeli ściana jest grubsza, istnieje możliwość impregnacji porów o średnicy 0,5 mm. Podwójna impregnacja może uszczelnić nawet większe braki. Najmniejszy możliwy impregnowany por, w którym materiał impregnacji jest nadal polimeryzowany, wynosi około 0,5 pm.
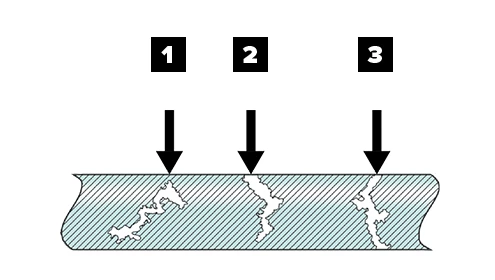
![]() Por obudowany lub zamknięty
Por obudowany lub zamknięty
Występuje problem tylko w przypadku jego otwarcia w procesie obróbki skrawaniem.
![]() Porowatość jednostronna lub ślepa
Porowatość jednostronna lub ślepa
Prowadzi do kwitnienia po obróbce galwanicznej; pęcherzyki lub kratery tworzą się w farbie po lakierowaniu piecowym. Ten typ porowatości zwiększa ryzyko wystąpienia korozji wewnętrznej.
![]() Porowatość przelotowa
Porowatość przelotowa
Ciecze i gazy przenikają przez ścianę odlewu. Pojedynczy por wystarczy, ab część stała się nieszczelna i w ten sposób bezużyteczna.
Nasze rozwiązanie
Dzięki impregnacji można w znacznym stopniu zminimalizować lub całkowicie wykluczyć porowatość części odlewanych oraz wykonywanych w technologii metalurgii proszków. Wartościowe komponenty z nadmierną porowatością nie muszą już być złomowane. Koszty impregnacji stanowią zaledwie ułamek wartości części w porównaniu do konieczności uruchomienia nowej produkcji. Wykorzystując tą technologię można również uniknąć ryzyka nieszczelności części zamiennych.
Korzyści wynikające z zastosowania impregnacji próżniowej
Szczelność części
Impregnacja sprawia, że porowate przedmioty stają się szczelne i mogą być bezpiecznie stosowane w większości aplikacji, w tym także w układach hydraulicznych i pneumatycznych.
Brak kwitnienia po galwanizacji
Impregnacja wypełnia pory żywicą syntetyczną. Dzięki temu zapobiega powstawaniu kwitnienia i innych wad po galwanizacji. Zapobiega to przenikaniu kwasu przez części powodowaniu kwitnienia po galwanizacji.
Lepsza powierzchnia przy malowaniu i powlekaniu
Impregnacja sprawia, że porowate przedmioty stają się szczelne i mogą być bezpiecznie stosowane w większości aplikacji, w tym także w układach hydraulicznych i pneumatycznych.
Ochrona przed korozją wewnętrzną
Impregnacja zapobiega tworzeniu korozji przez wilgoć w porach.
Etapy procesu impregnacji próżniowej
Poniższy schemat pokazuje jak uszczelniacz wypełnia pory i w ten sposób gwarantuje trwałą impregnację.

Uwaga: Warunkiem najlepszych wyników impregnacji jest to, aby przedmioty obrabiane były odtłuszczone, a pory wewnętrzne czyste i całkowicie suche. Przez zastosowanie próżni o wartości mniejszej niż 10 mbar zostaje usunięte powietrze uwięzione w porach.

Uszczelniacz impregnacyjny może przenikać do porów ze względu na usunięcie całego powietrza przez próżnię.


Po uwolnieniu próżni uszczelniacz impregnacyjny jest wpychany do porów przez ciśnienie atmosferyczne i w ten sposób wnika nawet w najdrobniejsze pory


W kąpieli wodnej powierzchnia komponentów jest myta, dlatego nie pozostaje warstwa powierzchniowa. Na późniejszym etapie nie jest wymagane żadne dodatkowe mycie.
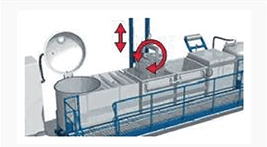
Utwardzenie uszczelniacza następuje w kąpieli polimeryzacyjnej w temperaturze 90°C. Szybkie początkowe utwardzenie przy powierzchni zapobiega wyciekowi uszczelniacza z porów.


Suszenie próżniowe gorących komponentów zapewnia suche części i zapobiega korozji powodowanej przez wilgotność resztkową.
